鋼格柵板是怎樣產生重量的差異的?
許多鋼格柵板收購人員在詢價的時分都要求廠家按照重量報價,可是到底是哪個重量? 中心很簡單發生許多的誤解, 依據鋼格板行業標準里邊有個理論重量,還有個便是產品出產完,承重的到的重量, 這兩個重量之間是有差異的,在要求按照重量計價時一定要差異清楚。下邊咱們把鋼格柵板的實踐重量和理論重量之間的差異做一些評述。
出產鋼格柵板所運用的扁鋼,扁鋼是有下差的,一般所選用的的扁鋼,其實他的下差是符合國家標準的,所以在扁鋼上就會有一些的重量間隔。二、扭絞方鋼差錯
4 節約工期:產品無需現場再加工,裝置十分敏捷。
扭絞方鋼的運用也是有一定下差的,所以在扭絞方鋼上也會有一些間隔,會影響到鋼格柵板的實踐重量。
1、在負載扁鋼和橫桿的每個交點處,應經過焊接、鉚接或壓鎖將其固定。
無錫昌鴻教你如何讓復合鋼格板整體結構美觀?
1.首先將花紋板與鋼格板疊加并在中心位置確定定位點進行點焊,然后縱向由中間向兩端以散布方式、橫向每間隔三支扁鋼和一支橫桿間距的方式進行焊接成型,最后進行花紋板和鋼格板周圈焊;焊接完成后,對格柵復合板進行鍍鋅處理。
2.在整合焊接過程中,除較外側主體扁鋼和包邊扁鋼能與花紋板焊接外,其余只能保證花紋板和鋼格板上的麻花鋼之間有焊縫。焊縫長度為15~20mm,焊腳高度為4~6mm。對焊縫長度和焊腳高度的限制,適用于復合鋼格板所有的焊接要求,強度能夠滿足現場使用要求,如果超出此范圍,太大則沒有必要,而且影響美觀程度,太小則會影響產品質量。
3.花紋板與鋼格板疊加后,花紋板的邊界超出鋼格板邊界小于等于3mm。格柵復合板的上下兩層邊界若未對齊,其超出3mm,則對于周圈的焊接來說,不容易焊接到位,影響焊接質量,另外一方面在復合鋼格板安裝時,由于有間隙,不容易固定。
4.焊接過程中所使用的主要焊接設備是CO2氣體保護焊機。使用的CO2氣體保護焊為半自動化操作,焊接過程中因熱量產生的變形小,可連續作業生產率高,焊接后不用清渣焊點滑順美觀,而且減少了中間環節,大大提高了焊接施工效率,有利于保證施工進度和焊接質量。
本焊接方法,在保證了整個格柵復合板強度的情況下,盡量較少焊接點及焊接次數,保證整體結構的實用、美觀。一次成型焊接技術,將傳統的鍍鋅后整合焊接改成先整合焊接后再鍍鋅,能有效的解決因重復進行酸處理和浸鍍造成的時間上的浪費,并有效的提高了鋼格板產品外觀色澤的一致性。
1 節約資料:接受相同荷載條件下較省資料的方法,相應地,可削減支承結構的資料。

2、鋼格板的焊接優先選用壓力電阻焊,也可選用電弧焊。
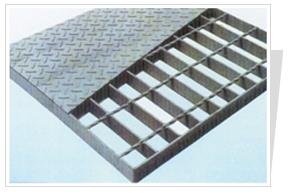
鋼格柵板制作是扁鋼沖孔,依照模具擺放好,橫桿和扁鋼的每個接觸點焊接結實。即成鋼格柵板制品,然后在依照客戶要求進行熱鍍鋅、冷鍍鋅、噴漆外表處理。鋼格柵板用處廣泛,現在商場對鋼格柵板的需求量很大。根據鋼格柵板以下長處:
-/gjjaag/-
http://m.83b.net

























